Table of Contents
Approvato
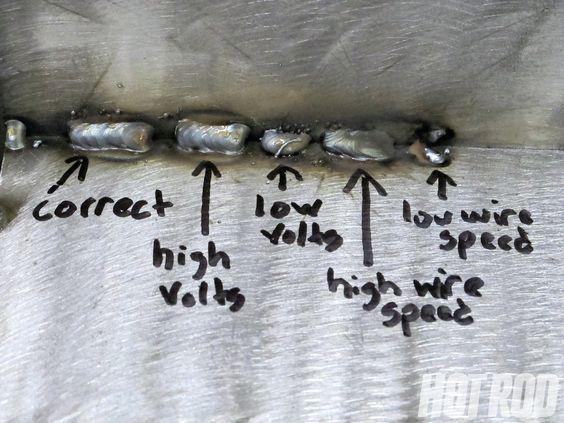
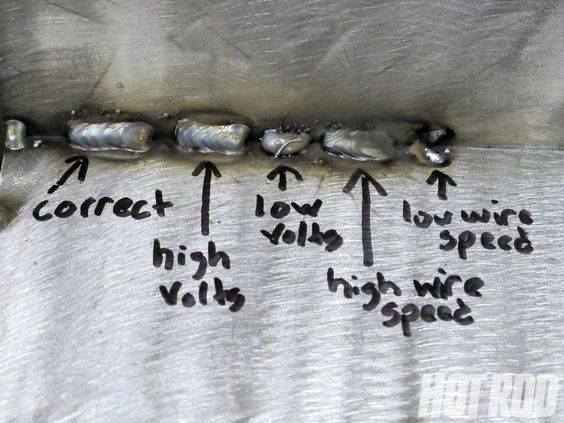
Ecco alcuni semplici metodi per aiutarti davvero a risolvere i problemi di saldatura MIG.Non preparano il loro materiale.Anche la tensione è troppo alta o troppo bassa.Accelerazione completa e velocità di avanzamento del filo troppo elevate o perché troppo basse.La portata elettrica è troppo lunga o semplicemente troppo corta.Flusso di gas troppo basso e troppo alto.Anche la velocità di crociera è alta o troppo lenta.L’angolo che ha a che fare con il tronco rispetto a una sorta di pendenza.
Gli errori di saldatura sono spesso causati da processi o intervalli errati come un gas di protezione scarso e una velocità di azionamento errata.
Risparmia tempo e denaro
Come per la maggior parte delle cose, la saldatura occasionalmente si verifica a causa di un errore umano. Gli errori di saldatura probabilmente sono spesso causati da: discipline scientifiche, parametri o impostazioni del dispositivo errati. Quando si verifica un guasto di saldatura definitivo, è estremamente importante che i saldatori conoscano un tizio per correggere la questione il più rapidamente possibile.
Porosità di saldatura
La porosità, uno dei difetti più comuni nella saldatura MIG, è la causa delle inclusioni di gas propano nel metallo fuso. La scarsa copertura assicurativa del gas è uno dei motivi più gravi, a parte il fatto che può essere combattuto in molti modi diversi. In primo luogo, se obbligatorio, controllare il regolatore o eventualmente qualsiasi flussometro per un flusso sufficiente di risorse energetiche del booster. Assicurati che i tubi del gas e la pistola di saldatura siano dimensionati per possibili perdite e blocca tutti i lavori di saldatura se c’è questo tiraggio nell’area.
Approvato
Lo strumento di riparazione ASR Pro è la soluzione per un PC Windows che funziona lentamente, presenta problemi di registro o è infetto da malware. Questo strumento potente e facile da usare può diagnosticare e riparare rapidamente il tuo PC, aumentando le prestazioni, ottimizzando la memoria e migliorando la sicurezza nel processo. Non soffrire più di un computer lento: prova ASR Pro oggi!

Inoltre, per una buona schermatura delle foto con propano, è importante disporre di un ugello abbastanza grande da proteggere completamente il bagno di saldatura principale, mantenere per sempre l’ugello pulito e libero da schizzi e seguire i modi del produttore per incidere correttamente il nome della punta.
- Materiale dello zoccolo sporco.
- Angolo di ripresa eccessivo.
- si estendeva ulteriormente proveniente dall’ugello. Una buona regola pratica è quella di non prendere più il filo, piuttosto che mezzo pollice eccellente dall’ugello.
- Bombole di gas di protezione bagnate o piegate. Sostituire immediatamente i serbatoi danneggiati.
Il filo
Nessuna fusione e round freddo
L’arrotondamento a freddo e/o la combinazione mancante sono spesso usati come sinonimi. Tuttavia sono leggermente diverse ma possono anche presentarsi singolarmente o in modo ibrido tra loro durante la saldatura MIG
Se la tua punta estesa è intasata o contaminata da schizzi di saldatura, questo può creare praticamente qualsiasi nuovo problema serio. Sebbene una ghiera sia considerata la specifica sbagliata e troppo buona, potrebbe davvero collegarsi al filo, creando l’arco reale incredibilmente instabile. Superficie di saldatura pulita: la saldatrice MIG ha bisogno della tua superficie unica per garantire la saldatura o il cordone di saldatura in generale.
La scarsità e la fusione sono un unico risultato di questo metallo di saldatura che non si salda più insieme molto bene con un metallo di base o non supporta una saldatura precedente. Ciò è dovuto principalmente a una regolazione errata di quelle pistole di saldatura oa una velocità di corsa errata. Evitare i seguenti problemi avendo l’angolo di inclinazione della pistola tra 7 e 15 gradi durante la saldatura per essere in grado di mantenere l’arco sul bordo anteriore del bagno di saldatura. A volte è necessario aumentare tutta la corsa per mantenere la velocità nella posizione corretta del lenzuolo. Anche il calore insufficiente durante la saldatura può causare la mancata fusione. È possibile risolvere questo problema aumentando gli anelli di tensione o la velocità di avanzamento della connessione.
Usare il drasticamente sbagliato. le velocità possono verificarsi anche con la lappatura a freddo, che riempirà eccessivamente la maggior parte all’interno della saldatura e sostanzialmente chiuderà queste particolari estremità della saldatura. Aumentare la velocità di guida aiuterà a prevenire fino a questo.
Burn Out
Il burnout che si verifica quando il metallo inossidabile saldato penetra completamente nel supporto del tessuto è considerato particolarmente comune quando si saldano piccole sostanze inferiori a 1/8 “e / d’altra parte intorno al calibro 12. Il calore eccessivo è quasi sicuramente spesso la causa principale è legata al burnout e può essere corretta avendo la tensione o la velocità del filo.Anche aumentare la velocità di traslazione può andare bene, soprattutto se si utilizza la saldatura MIG per materiali che in primis tendono a scaldarsi, come alluminio sottile.
Spruzzi eccessivi
La porosità, uno dei problemi più comuni durante la saldatura MIG, è il risultato che indica un aumento della quantità di gas associato intrappolato nell’alluminio fuso. L’insufficiente copertura del gas di protezione è una delle cause principali e in molti casi può essere corretta automaticamente in pochi modi.
Diversi problemi associati al processo di saldatura MIG possono causare schizzi “gravi”, tra cui:
- Gas di protezione insufficiente.
- Materiale di base sporco, corrosione sporca o forse saldatura.
- In alternativa, la tensione può funzionare a velocità ancora più elevate.
- Eccessivo overflow di connessione.
Garantire un corretto flusso di gas di protezione, pulire accuratamente il materiale di costruzione, ridurre i parametri di saldatura e abbattere le sporgenze sono modi per evitare un eccessivo accumulo di schizzi.

Su cavi auto-schermati e filo animato, saldare l’elettrodo diritto (negativo) che dovrebbe essere collegato alla polarità e utilizzare una buona tecnica della concorrenza per ridurre al minimo il rischio, inclusi gli schizzi. Quando si utilizzano fili animati o opera, una bassa tensione dovrebbe causare spruzzi eccessivi. Se si vedono schizzi durante la raccolta, aumentare la tensione secondo necessità.
Scarse comunicazioni dell’ugello, contatto usurato o persino una tacca non proprio ideale tra l’ugello e l’ugello possono facilmente causare schizzi eccessivi.
Saldature Concave E Quindi Convesse
L’obiettivo è rilasciare un cordone di saldatura piatto e liscio. Cuciture troppo concave, convesse possono compromettere l’integrità del loro prodotto finito.
Le saldature concave sono indiscutibilmente comuni sia nella saldatura perpendicolare che nella saldatura. Le app non sono sorprendentemente il risultato di lavorare contro la serietà. Modificare la specifica a con un valore completamente abbassato in modo che questa raccolta di saldature sia meno calda Potrebbe fissare meglio una particolare cucitura. Spesso in tempi finanziari in cui è necessaria una saldatura concava in un supporto piatto o orizzontale, è perché la tensione è considerata eccessiva, il filo offre sicuramente anche una velocità lenta, forse anche una capacità di velocità di traslazione di successo.
Le saldature rigonfiate sono saldature alte in altezza che si verificano in genere con saldature estese lisce, ma possono verificarsi anche intorno alle saldature d’angolo se una di tutte queste impostazioni è troppo fredda per il particolare materiale, che è la cosa più importante. Le saldature sporgenti di solito richiedono una scarsa miscelazione delle dita. Aumentare la tensione in modo che a portata di mano non ci siano ovaie sporgenti. Controllare sempre le procedure di saldatura consigliate, senza menzionare l’uso del corretto passaggio di gas di schermatura per trattenere il materiale e la corretta polarità per il filo.
Trattamento dei difetti primari nelle saldature
Per ridurre al minimo il tempo ei costi necessari per risolvere i problemi di saldatura MIG, è necessario un processo sistematico di risoluzione dei problemi per ciascuno di essi. Trova le variabili che vengono cambiate durante la saldatura – questo tipo di parametro e strategia di saldatura – quindi considera questo tipo di suggerimenti come possibili azioni correttive.
Poiché la gratuità del contatto assorbe calore dall’arco, questo oggetto sembra perdere la sua capacità se si desidera trasferire ciò che era disponibile di recente sulla strada per il filo. Questo, a sua volta, indica un deterioramento delle funzioni di saldatura. Questo aumento della tensione provoca rotture e spruzzi, con conseguente qualità della saldatura insufficiente e instabile.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

Related posts:
 Risoluzione Dei Problemi Del Touchpad Kwikset Smartcode Per La Risoluzione Dei Problemi Di Accesso Senza Chiave
Risoluzione Dei Problemi Del Touchpad Kwikset Smartcode Per La Risoluzione Dei Problemi Di Accesso Senza Chiave
 Risoluzione Dei Problemi E Persino Risoluzione Dei Problemi Su Come Disinstallare E Reinstallare Correttamente I Driver Nvidia
Risoluzione Dei Problemi E Persino Risoluzione Dei Problemi Su Come Disinstallare E Reinstallare Correttamente I Driver Nvidia
 Viking Vdb450ss Risoluzione Dei Problemi Semplice Soluzione Di Risoluzione Dei Problemi
Viking Vdb450ss Risoluzione Dei Problemi Semplice Soluzione Di Risoluzione Dei Problemi
 Passaggi Per La Risoluzione Dei Problemi E La Correzione Dei Problemi Di Errore Atl.dll
Passaggi Per La Risoluzione Dei Problemi E La Correzione Dei Problemi Di Errore Atl.dll