
Table of Contents
Goedgekeurd
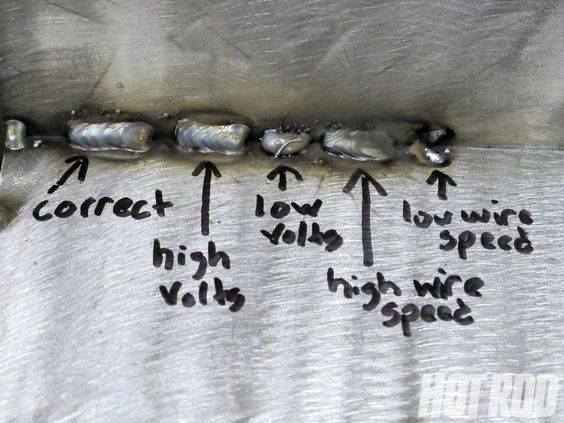
Hier volgen enkele eenvoudige methoden om problemen met MIG-lassen op te lossen.Ze moeten hun materiaal niet voorbereiden.Volt is te maximaal of te laag.Volledige acceleratie draadborstvoeding te hoog of te laag.Elektrische limiet is te lang of zo kort.Gasstroom te laag of erg hoog.De kruissnelheid is te hoog en zelfs te langzaam.De hoek van de kern ten opzichte van de helling.
Lasfouten worden vaak veroorzaakt door onjuiste processen of parameters zoals slecht beschermgas of onjuiste perssnelheid.
Bespaar tijd en geld
Zoals bij de meeste handelingen, vindt er af en toe lassen plaats vanwege een fout van een medewerker. Lasfouten worden vaak veroorzaakt door – onjuiste technologie, parameters of eenvoudigweg apparaatinstellingen. Wanneer een las hapert, is het voor lassers belangrijk om één persoon te kennen om de situatie zo goed mogelijk te corrigeren.
Porositeit van het lassen
Porositeit, een van de veel voorkomende defecten bij MIG-lassen, kan worden omschreven als de oorzaak van gasinsluitingen in gesmolten metaal. Slecht beschermgas is een van de belangrijkste redenen, naast de wetenschap dat het op veel verschillende manieren kan worden bestreden. Controleer eerst, indien nodig, het grootste deel van de regelaar of eventueel de flow-multimeter op voldoende boostergasflow. Zorg ervoor dat de gasslangen en het grootste deel van het laspistool de juiste maat hebben voor werkbare lekken en blokkeer alle lasbanen als er tocht in het gebied is.
Goedgekeurd
De ASR Pro-reparatietool is de oplossing voor een Windows-pc die traag werkt, registerproblemen heeft of is geïnfecteerd met malware. Deze krachtige en gebruiksvriendelijke tool kan uw pc snel diagnosticeren en repareren, waardoor de prestaties worden verbeterd, het geheugen wordt geoptimaliseerd en de beveiliging wordt verbeterd. Geen last meer van een trage computer - probeer ASR Pro vandaag nog!

Voor goede foto’s van beschermgas is het programma belangrijk om een nevelkop te gebruiken die groot genoeg is om het type hoofdsmeltbad volledig te beschermen, de nevelpijp schoon en vrij van spatten te houden, en volg de instructies van de fabrikant voor het correct inkepen van het tipcontact.
- Vuil basismateriaal.
- Overmatige opnamehoek.
- verder van het vernevelingsmondstuk uitgestoken. Een goede vuistregel zou kunnen zijn om de serie niet meer op te tillen, in plaats van een halve centimeter en ook het mondstuk.
- Natte of vuile cilinders met beschermgas. Vervang beschadigde tanks onmiddellijk.
Draad
Geen fusie en koude ronde
Koud afronden en ontbrekende samenvoeging worden vaak als synoniemen gebruikt. Deze zijn echter iets anders en kunnen afzonderlijk of in combinatie met zowat elke andere worden gezien tijdens MIG-lassen
Als je hele tip zonder twijfel verstopt is of verontreinigd is met soldeerspatten, kan deze methode een nieuw gekocht grijs een ernstig probleem opleveren. Hoewel de ferrule ook als de verkeerde maat en een beetje te goed wordt beschouwd, kan het zijn dat u de draad niet kunt verbinden, waardoor een ongelooflijk onvoorziene boog ontstaat. Schoon lasoppervlak – De MIG-lasser heeft een unieke uitstraling nodig om maximale las of gewoon lasnaad in het algemeen te garanderen.
Schaarste net zo groot als smelten is een gevolg dat dit lasmetaal niet goed samenvoegt met de basissubstantie of de recente las niet ondersteunt. Dit is vooral mogelijk door een verkeerde afstelling van de lasapparatuur of een verkeerde rijsnelheid. Voorkom een bepaald volgend probleem door de kantelhoek van het gereedschap tussen 0 en vijftien graden te houden tijdens het lassen om de specifieke boog op de voorrand van het smeltbad te houden. Soms is het altijd nodig geweest om de slag te vergroten om de snelheid echt in de juiste positie van de plaat te houden. Onvoldoende warme lucht tijdens het lassen kan ook volledige versmelting veroorzaken. Is het mogelijk om dit probleem op te lossen door de gedoeringen te verhogen of de draadaanvoersnelheid te verhogen.
Het gebruik van de verkeerde snelheden kan ook voorkomen bij koud leppen, waardoor het grootste deel van onze lasnaad overvuld wordt en in wezen de uiteinden in de las worden gesloten. Het verhogen van uw aandrijfkracht helpt dit te voorkomen.
Burn-out
Burn-out die optreedt wanneer gelast roestvrij staal volledig doorsijpelt in de achterkant van de stof, komt vooral het meest voor bij het lassen van kleine materialen van minder dan slechts 1/8 “en/of rond de 12 maanden. Overmatige hitte is vaak de oorzaak daadwerkelijke hoofdoorzaak van burn-out en kan moeiteloos worden verholpen door de snaarspanning of -snelheid te veranderen. Het verhogen van de slagsnelheid kan ook gunstig zijn, vooral als MIG-lassen wordt gebruikt voor materialen die de neiging hebben om in de eerste plaats warm te worden, zoals slungelig aluminium. < /p>
Overmatige spatten
Porositeit, een van de meest voorkomende problemen bij MIG-lassen, is het resultaat van een toename van de hoeveelheid gas die vastzit in het gesmolten metaal. Onvoldoende dekkingsgasdekking is een van onze belangrijkste oorzaken en kan op verschillende manieren automagisch worden gecorrigeerd.
Verschillende lasten die gepaard gaan met de MIG-lasstappen kunnen ernstige spatten veroorzaken, waaronder:
- Onvoldoende afscherming van de gaskosten.
- Vuil basismateriaal, vuile roest of behoorlijk soldeer.
- Als alternatief kan de spanning bij nog hogere snelheden worden gebruikt.
- Overmatige verbindingsvloed.
Zorgen voor een goede doorlaat van beschermgas, het grondig reinigen van het basismateriaal, het hakken van lasparameters en het verminderen van uitsteeksels zijn manieren om onnodige ophoping van spatten te voorkomen.

Op zelfbeschermde elektrische draden en gevulde draden, soldeer uw huidige rechte (negatieve) elektrode vanwege de polariteit en gebruik een goede weerstandstechniek om het risico op spatten te minimaliseren. Bij gebruik van gevulde of metalen gevulde draadverbindingen, moet een lage spanning ook het gevolg zijn van overmatige spatten. Als u spatten opmerkt tijdens het verzamelen, verhoogt u de spanning precies zoals nodig is.
Slecht mondstukcontact, versleten communicatie met, of zelfs een slechte inkeping bij mondstuk en mondstuk kan ook profiteren van overmatige spatten.
Concave en daarom convexe lassen
Het doel is om een gladde, gladde lasrups te creëren. Naden die ongetwijfeld te concaaf of convex zijn, kunnen de integriteit van de voltooide service stelen.
Concave lassen zijn gebruikelijk loodrecht lassen en doorlassen. Apps zijn gewoon het product van het tegenwerken van de zwaartekracht. Verander specificaties in een lagere waarde, zeker dat dit smeltbad minder warm is. Het zou een unieke naad beter kunnen vullen. Vaak als je een concave las in een vlakke of horizontale positie nodig hebt, is dat altijd omdat de spanning te klein is, de draad ook zeker een te lage snelheid heeft, of misschien zelfs een succesvolle rijsnelheid.
Uitpuilende lassen zijn hoge lassen die waarschijnlijk voorkomen bij gladde horizontale lassen, maar kunnen niettemin ook voorkomen bij hoeklassen, zolang een van onze instellingen die doorgaans te koud zijn voor het materiaal, doorgaans het belangrijkst is. Uitpuilende lassen vereisen vaak een slechte vingerfusie. Verhoog alle spanning zodat er gewoon geen uitpuilende eierstokken zijn. Volg altijd de uitstekende lasprocedures, om nog maar te zwijgen van het gebruik van het juiste beschermgas om het materiaal vast te houden en de grote polariteit voor de draad.
Behandeling van primaire defecten in lassen
Om de tijd en de verkoopprijs die nodig zijn om MIG-lasziekten op te lossen, tot een minimum te beperken, wordt voor elk probleem een systematische aanpak voor probleemoplossing voorgeschreven. Zoek de grenzen die tijdens het lassen zijn veranderd – dit uitstekende type parameter of lastoepassing – en neem deze tips in overweging wanneer mogelijk corrigerende maatregelen.
Aangezien de contacttip zonnewarmte van de boog absorbeert, lijkt het op de markt zijn vermogen om over te dragen, dat onlangs beschikbaar was voor de verbinding, te verliezen. Dit leidt op zijn beurt tot een perfecte verslechtering van de lasprestaties. Deze gegroeide spanning veroorzaakt zowel breuken als spatten, wat resulteert in een slechte en onbetrouwbare laskwaliteit.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

Related posts:
 Viking Vdb450ss Probleemoplossing Eenvoudige Probleemoplossing
Viking Vdb450ss Probleemoplossing Eenvoudige Probleemoplossing
 Oplossingen Om Wijzigingen In Het App-gebied Op Te Slaan Bij Het Opstarten Van De Bestandsnaam
Oplossingen Om Wijzigingen In Het App-gebied Op Te Slaan Bij Het Opstarten Van De Bestandsnaam
 Tips Voor Het Oplossen Van Problemen Bij Toegangsschendingen Bij Toegang Tot De Processshell-opdracht
Tips Voor Het Oplossen Van Problemen Bij Toegangsschendingen Bij Toegang Tot De Processshell-opdracht
 Oplossingen Voor De Fonetische Fouten Van Phung Shui
Oplossingen Voor De Fonetische Fouten Van Phung Shui