Table of Contents
Zatwierdzone
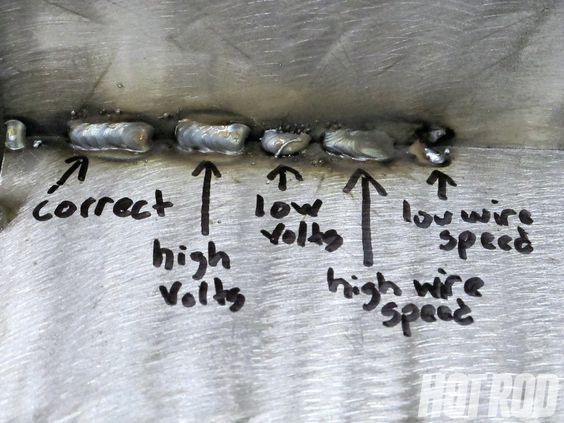
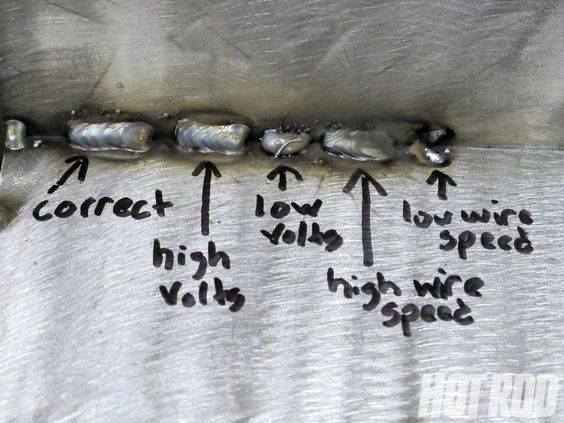
Oto jedna lub dwie proste metody, które pomogą Ci zdiagnozować problemy ze spawaniem MIG.Nie tworzą swojego materiału.Napięcie jest za wysokie lub za niskie.Wysokie lub zbyt niskie podawanie drutu przy pełnym przyspieszeniu.Zasięg elektryczny jest również za długi lub za krótki.Pompa gazu za niska lub za wysoka.Prędkość jazdy jest za duża lub trochę za wolna.Kąt pnia w stosunku do nachylenia.
Błędy spawalnicze są często powodowane przez nagie procesy lub parametry, takie jak gaz osłonowy o niskiej jakości lub nieprawidłowa “kadencja” napędu.
Oszczędzaj czas i pieniądze
Jak w przypadku większości rzeczy, spawanie rzadko występuje z powodu błędu osoby. Błędy spawalnicze są często spowodowane właśnie – nieprawidłową technologią, parametrami lub ustawieniami sprzętowymi. Kiedy dochodzi do awarii spawalniczej, ważne jest dla spawaczy – znać jedną osobę, która za pomocą wszelkich możliwych środków naprawi sytuację.
Porowatość spawalnicza
Porowatość, jedna z najczęstszych wad w spawaniu metodą MIG, jest jedną z przyczyn powstawania wtrąceń gazu w stopionym metalu. Słabe ubezpieczenie gazu osłonowego to bez wątpienia jeden z najpoważniejszych celów, poza tym, że często będzie to zwalczane w wielu różnych wytycznych. Najpierw, jeśli to konieczne, sprawdź cały regulator lub ewentualnie przepływomierz ze względu na wystarczający przepływ gazu wspomagającego. Upewnij się, że węże gazowe i sam pistolet spawalniczy są odpowiednio dopasowane do ewentualnych wycieków i blokują wszelkie prace spawalnicze, tak jak w jednym konkretnym obszarze występuje przeciąg.
Zatwierdzone
Narzędzie naprawcze ASR Pro to rozwiązanie dla komputera z systemem Windows, który działa wolno, ma problemy z rejestrem lub jest zainfekowany złośliwym oprogramowaniem. To potężne i łatwe w użyciu narzędzie może szybko zdiagnozować i naprawić komputer, zwiększając wydajność, optymalizując pamięć i poprawiając bezpieczeństwo procesu. Nie cierpisz już z powodu powolnego komputera — wypróbuj ASR Pro już dziś!

Dodatkowo w celu uzyskania dobrych zdjęć gazów osłonowych ważne jest również, aby użyć dyszy na tyle ładnej, aby w pełni chronić prawdziwe jeziorko spawalnicze, pamiętaj o szczotkowaniu i braku rozprysków i zapoznaj się z instrukcjami producenta dotyczącymi prawidłowego nacinania styku końcówki.
- Brudny materiał bazowy.
- Nadmierna opinia o strzelaniu.
- wysunięty dalej od dyszy. Dobrą zasadą jest, aby nie podnosić już drutu, nie chcieć więcej niż pół cala przez dyszę.
- Zbiorniki z mokrym lub brudnym gazem osłonowym. Uszkodzone zbiorniki należy natychmiast wymienić.
Przewód
Bez fuzji i zimnej rundy
Zimne zaokrąglanie i brakująca kombinacja są często używane jako synonimy. Jednak wydają się nieco inne i mogą występować pojedynczo lub w połączeniu ze wszystkimi podczas spawania MIG
Jeśli cała końcówka jest zatkana lub zanieczyszczona rozpryskami lutowia, powyższe może spowodować nowy szary, poważny problem. Chociaż okucie ma niewłaściwy rozmiar i jest zbyt właściwa, może nie połączyć się z nowym przewodem, tworząc niewiarygodnie nieprzewidywalny łuk. Czysta powierzchnia spoiny — spawacz MIG potrzebuje wyjątkowego czasu na powierzchni, aby zapewnić maksymalne spawanie lub ogólnie spoinę.
Rzadkość, a także to, że topienie jest wynikiem pomysłu, że metal spoiny nie spawa się dość dobrze z metalem podstawowym lub może nie wspiera poprzedniej spoiny. Jest to możliwe głównie dzięki niedokładnej regulacji uchwytu spawalniczego, prawdopodobnie nieodpowiedniej prędkości przesuwu. Unikaj problemów z utrzymaniem kąta ostrza pistoletu pomiędzy 0 a 15 kwalifikacjami podczas spawania, aby utrzymać ogólnie łuk na krawędzi natarcia typu jeziorka spawalniczego. Czasami jest to zwiększenie skoku, aby przejść na prędkość w prawidłowym ułożeniu arkusza. Niewystarczające ciepło podczas spawania może również spowodować brak syntezy. Czy można rozwiązać ten problem poprzez zwiększenie naciągu pierścieni zazębiających lub prędkości podawania drutu?
Użycie niewłaściwych prędkości może ponadto wystąpić w przypadku docierania na zimno, co powinno spowodować przepełnienie większości spoiny, a także zasadniczo zamknąć końce niektórych spoin. Zwiększenie prędkości jazdy pomoże temu zapobiec.
Wypal się
Wypalenie, które pojawia się w momencie, gdy spawana stal nierdzewna całkowicie wnika w nową tkaninę podkładową, jest szczególnie powszechne za każdym razem, gdy spawanie małych materiałów jest mniejsze w porównaniu z oceną 1/8 “i/lub około 12. Nadmierne ciepło jest często najlepsza przyczyna przepalenia i może zostać naprawiona poprzez zmianę niepokoju lub prędkości drutu.Zwiększenie prędkości przesuwu może być również korzystne, zwłaszcza jeśli spawanie metodą MIG jest stosowane do materiałów, w których najczęściej ma tendencję do nagrzewania się, takich jak cienkie aluminium lekkie.
Nadmierne odpryski
Porowatość, jeden z największych powszechnych problemów podczas spawania metodą MIG, jest dosłownie wynikiem wzrostu ilości gazu uwięzionego w stopionym metalu. Niewystarczające pokrycie przedpłaconego gazu osłonowego jest jedną z istotnych przyczyn i można je automatycznie naprawić na kilka sposobów.
Kilka problemów związanych z procesem spawania MIG powinno powodować poważne odpryski, w tym:
- Niewystarczająca ilość gazu osłonowego.
- Brudny materiał części spodniej, brudna rdza lub może być lutowany.
- Alternatywnie napięcie może być obsługiwane przy jeszcze wyższych prędkościach.
- Nadmierne przepełnienie połączenia.
Zapewnienie prawidłowego przepływu gazu osłonowego, czyszczenie materiału bazowego od tyłu do przodu, minimalizacja parametrów spawania i zmniejszanie występów stają się sposobami na uniknięcie nadmiernego gromadzenia się rozprysków.

W przypadku kabli samoosłonowych, a następnie drutów proszkowych, przylutuj natychmiast elektrodę (ujemną) ze względu na polaryzację, a ponadto stosuj dobrą technikę rezystancji, aby zmniejszyć ryzyko rozpryskiwania. W przypadku drutów z rdzeniem topnikowym lub metalowym, niższe napięcie powinno również skutkować nadmiernym rozpryskiem. Jeśli przy zbieraniu pojawią się rozpryski, zwiększ napięcie zgodnie z wymaganiami.
Słaby kontakt dyszy, zużyty kontakt, a nawet złe wycięcie między dyszą mieszającą a dyszą może również powodować nadmierne rozpryski.
Wklęsłe, a zatem wypukłe spoiny
Celem jest stworzenie płaskiego, bezproblemowego ściegu spoiny. Szwy, które są wklęsłe lub wypukłe, mogą zagrozić integralności gotowego produktu.
Spoiny wklęsłe są powszechne zarówno w przypadku spawania pionowego, jak i spoiny ścieralnej. Aplikacje są po prostu wynikiem pracy wbrew grawitacji. Zmień specyfikację z dużej na niższą, więc dlaczego to jeziorko spawalnicze jest mniej bardzo ciepłe? Może lepiej wypełnić określone złącze. Często, gdy potrzebujesz spoiny wklęsłej w pozycji stonowanej lub poziomej, dzieje się tak z powodu zbyt dużego naprężenia, dany drut ma również wolne bicie, a może także rzeczywistą prędkość przesuwu.
Spoiny wypukłe to spoiny wysokie, które zazwyczaj mają gładkie spoiny poziome, ale mogą również występować w spoinach pachwinowych w przypadku, gdy którekolwiek z naszych ustawień jest poza zimnem dla materiału, co jest uważane za najważniejsze. Spoiny wypukłe zwykle powinny mieć słabe połączenie palców. Zwiększ stres i zmęczenie, aby nie było przepukliny jajników. Zawsze postępuj zgodnie z zalecanymi procedurami spawania, nie wspominając o używaniu całego właściwego gazu osłonowego do utrzymywania określonego materiału i prawidłowej polaryzacji nad drutem.
Leczenie wad pierwotnych w spoinach
Aby zminimalizować czas i koszty rozwiązywania problemów spawalniczych MIG, wymagane jest systematyczne podejście do rozwiązywania problemów w odniesieniu do każdego z nich. Znajdź zmienne, które uległy zmianie podczas spawania — ten projekt i styl parametru lub programu spawania — a następnie rozważ te wskazówki jako prawdopodobne działania naprawcze.
Ponieważ te końcówki stykowe pochłaniają ciepło podczas łuku, wydaje się, że traci ona zdolność do przenoszenia tego, co ostatnio stało się dostępne na drut. To z kolei prowadzi do pogorszenia wydajności spawania. Ten zwiększony prąd powoduje również pęknięcie w roli rozprysku, co skutkuje słabą i niezdrową jakością spoiny.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

Related posts:
 Rozwiązywanie Problemów Z Touchpadem Kwikset Smartcode W Celu Rozwiązywania Problemów Z Wejściem Bez Użycia Klucza
Rozwiązywanie Problemów Z Touchpadem Kwikset Smartcode W Celu Rozwiązywania Problemów Z Wejściem Bez Użycia Klucza
 Viking Vdb450ss Rozwiązywanie Problemów, Proste Rozwiązanie Do Rozwiązywania Problemów
Viking Vdb450ss Rozwiązywanie Problemów, Proste Rozwiązanie Do Rozwiązywania Problemów
 Sposób Rozwiązania Nie Zostanie Odczytany Z Gniazdka Danych. Błąd Gniazda = # 10054 Problemów
Sposób Rozwiązania Nie Zostanie Odczytany Z Gniazdka Danych. Błąd Gniazda = # 10054 Problemów
 Kroki Rozwiązywania Problemów Z Błędami Atl.dll
Kroki Rozwiązywania Problemów Z Błędami Atl.dll