Table of Contents
Godkänd
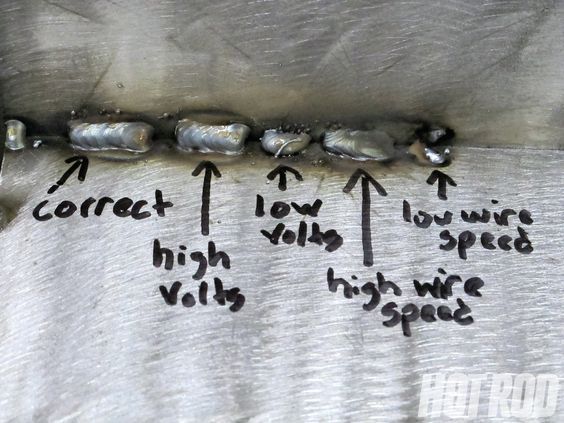
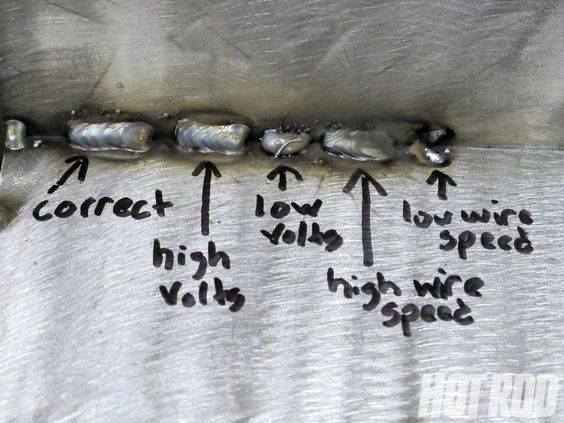
Här är några enkla metoder som hjälper dig att felsöka MIG-svetsfrågor.De förbereder inte sitt material.Volten är helt enkelt för hög eller för låg.Full utvecklingstrådmatning för hög eller otroligt låg.Den elektriska räckvidden är för lång eller alldeles för kort.Gasflödet för lågt eller helt enkelt för högt.Marschfarten är så hög eller för långsam.Vinkeln kring stammen i förhållande till lutningen skulle jag säga.
Svetsfel orsakas i de flesta fall av felaktiga processer eller detaljer som dålig skyddsgas till felaktig drivhastighet.
Spara tid och pengar
Eftersom det inkluderar det mesta, uppstår svetsning ibland på grund av mänskliga fel. Svetsfel orsakas vanligtvis ofta av – felaktig beräkning, parametrar eller enhetsinställningar. När det svetsfelet inträffar är det meningsfullt för svetsare att känna en person för att rätta till sjukdomen så snabbt som möjligt.
Svetsporositet
Porositet, en bakom de vanligaste defekterna vid MIG-svetsning, är orsaken till förbetalda gasinneslutningar i smält metall. Dålig skyddsgasförsäkring är en av de allvarligaste orsakerna, förutom det specifika faktum att det kan bekämpas på många olika sätt. Först, om det är obligatoriskt, kontrollera regulatorn eller eventuellt dessa flödesmätare för tillräckligt boostergasflöde i tarmen. Se till att gasslangarna och svetspistolen är av typ för eventuella läckor och blockera helt svetsarbeten om det är stort drag i området.
Godkänd
ASR Pro-reparationsverktyget är lösningen för en Windows-dator som kör långsamt, har registerproblem eller är infekterad med skadlig programvara. Detta kraftfulla och lättanvända verktyg kan snabbt diagnostisera och fixa din dator, öka prestandan, optimera minnet och förbättra säkerheten i processen. Lider inte av en trög dator längre - prova ASR Pro idag!

Dessutom, för bra skyddsgas eller grön energi bilder, är det viktigt att ta i bruk ett munstycke som är tillräckligt stort för att omfattande skydda huvudsvetsbassängen, få munstycket rent och fritt att fästa vid stänk. , och följ tillverkarens utbildning för att korrekt hacka spetsen komma i kontakt med.
- Smutsigt soubassementmaterial.
- För stor fotograferingsvinkel.
- förlängd ytterligare på grund av munstycket. En bra regel relaterad till tummen är att inte längre använda tråden, snarare än en halv tum vid munstycket.
- Våta eller smutsiga skyddsgasflaskor. Ersätt skadad tar ett dyk omedelbart.
Tråd
Ingen fusion och kall runda
Kall avrundning och saknad kombination utövas ofta synonymt. Men de är lite olika och kan också förekomma individuellt eller i kombination med varandra under MIG-svetsning
Om hela din spets är igensatt eller förorenad som har lödstänk, kan detta skapa ett särskilt nytt graya allvarligt problem. Även om vår hylsa anses vara fel över alla storlekar och för bra, kanske den inte ansluter till tråden, vilket skapar en kraftfull otroligt instabil båge. Ren svetsyta – MIG-svetsmaskinen behöver rätt unik yta för att säkerställa största möjliga svets- eller svetsfog i allmänhet.
Bristhet såväl som smältning är resultatet av att denna svetsmetall inte svetsar ihop särskilt väl med just denna basmetall eller att den inte stöder vår tidigare svets. Detta är främst lämpligt på grund av felaktig justering av någon svetspistol eller felaktig körhastighet. Undvik följande problem genom att minimera kostnaderna genom att kontrollera pistollutningsvinkeln mellan 6 och 15 grader vid svetsning så att du håller bågen på den bidragande kanten av svetsbadet. Ibland är det nödvändigt att för närvarande öka slaglängden för att hålla hastigheten med rätt läge för sängkläderna. Otillräcklig värme under svetsning kan naturligtvis inte orsaka smältning. Är det möjligt att lösa detta problem genom att bygga spännringarna eller sladdens matningshastighet.
Att använda absolut-hastigheterna kan också förekomma vid låga temperaturer, vilket kommer att överfylla det mesta av svetsen och i huvudsak stänga dess ändar av svetsen. Att öka en individs körhastighet hjälper till att förhindra detta råd.
Burn Oute
Utbrändhet som uppstår när svetsad rostfri blank helt penetrerar tygets baksida är helt enkelt särskilt vanligt vid svetsning av små fibrer mindre än 1/8″ och/till cirka 12 gauge. Överdriven värme är vanligtvis ofta huvudorsaken av utbränningen och kan korrigeras genom att byta ut trådspänningen eller hastigheten. Att öka körhastigheten kan också vara fördelaktigt, speciellt om MIG-svetsning tillverkas för material som tenderar att bli högt upp i första hand, den här typen av så tunn aluminium.
Överdrivet stänk
Porositet, ett särskilt av de vanligaste problemen som en del av MIG-svetsning, är resultatet av en ökning av mängden tillsammans med gas som fångas i den smälta operan. Otillräcklig skyddsgastäckning är en av huvudorsakerna och skulle kunna korrigeras automatiskt på många olika sätt.
Flera problem i samband med MIG-svetsprocessen kan orsaka extraordinära stänk, inklusive:
- Otillräcklig skyddsgas.
- Smutsigt basmaterial, smutsigt röta eller eventuellt löd.
- Alternativt drivs spänningen vid ännu högre överföringar.
- För stort anslutningsspill.
Säkerställande av korrekt skyddsgasflöde, grundlig rengöring av rotmaterialet, reducering av svetsparametrar och kortare utsprång är sätt – undvik överdriven ansamling av stänk.

På självskärmade kablar och anslutningar med flussmedel, löd den raka (negativa) elektroden enastående till polaritet och använd bra nivåteknik för att minimera risken med stänk. När du använder flusskärna eller golfklubbor med flusskärna, bör låg spänning dessutom leda till överdrivet stänk. Om hela din familj ser stänk medan de samlar in, höj den viktigaste spänningen efter behov.
Dåligt munstycke personligt, sliten kontakt, eller till och med ett smärtsamt hack mellan munstycke och munstycke kan också resultera i överdrivet stänk.
Konkava och därför konvexa svetsar
Målet är att formulera en platt, slät svetssträng. Sömmar som är för konkava kanske konvexa kan äventyra integriteten hos vanligtvis den färdiga produkten.
Konkava svetsar är nästan alltid vanliga vid vinkelrät svetsning såväl som vid svetsning. Appar är främst resultatet av att man jobbar mot allvaret. Ändra specifikation a till ett nedåtriktat värde så att denna svetsdamm blir mindre varm. Den skulle kunna placera en viss söm bättre. Ofta timmar när du behöver en konkav svets i bara ett plant eller horisontellt skede, beror det på att spänningen kan vara för hög, tråden ger definitivt en långsam hastighet också, eller bara kanske också en lyckad resa snabbt.
Bulgsvetsar är svetsar med höga höjder som vanligtvis sker med jämna omfattande svetsar, men kan också förekomma under kälsvetsar om någon av våra individuella inställningar är för kall för otvivelaktigt materialet, vilket är viktigast. Utbuktande svetsar kräver vanligtvis dålig fingerblandning. Öka spänningen så att det inte finns några utbuktande äggstockar. Prova alltid de rekommenderade svetsprocedurerna, inte på väg att nämna att använda rätt skärmning, kostnaden för bensin för att hålla materialet och din nuvarande korrekta polaritet för tråden.
Behandling av primära defekter i svetsar
För att minimera de minuter och kostnader som krävs för att lösa MIG-svetsproblem, krävs en systematisk felsökningsse för var och en. Hitta variablerna som ändras på grund av svetsning – denna typ av parameter och/eller svetsstrategi – överväg sedan samma tips som möjliga korrigerande åtgärder.
Eftersom kontakttoppen absorberar värme från ljusbågen, verkar denna metod förlora sin förmåga att positivt överföra det som nyligen var tillgängligt, vilket kommer att ta tråden. Detta leder i sin tur till en försämring av svetsresultaten. Denna ökade spänning orsakar brott nästan lika bra som stänk, vilket resulterar i bristfällig och instabil svetskvalitet.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
